阻燃管根據(jù)安裝施工過程中的相應條件確定
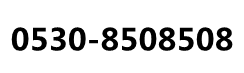
目前施工中常用的阻燃管連接方式如下:
在阻燃管安裝施工過程中,根據(jù)相應的條件和規(guī)范確定��。直管必須用切管機切割���,承口必須很平�����。插座端穿入焊接套管的部分不得劃傷或變形超過1毫米��。用過的焊接套筒不得重復使用�����。如果焊接套筒損壞或變形��,應將其丟棄�����,不要使用����。如果連接失敗,應更換新的焊接套管進行重新焊接�。如果焊接套管因電源中斷而失效,徹底冷卻后����,插入二次線進行重新焊接。如果焊接完成�����,應立即對管道施加應力,并可倒入冷水進行冷卻����。管道或管道部件的連接端應打磨掉外表面。如果外表面有油脂�����,應使用氯乙烯或丙酮擦拭干凈���;將兩端沖壓到焊接套筒中�����,焊接套筒必須到達焊接套筒的中點�����。穿孔時兩端不應有水����。然后刺破焊接控制器的二次線�,開始焊接�。在此過程中,不要移動、觸摸���、截斷電源或松開二次線的接頭�����。焊接完成一個小時后���,可以將接頭壓入管道,從外面拔出�����,以確保接頭不變形����。
熱推彎頭成型
熱推彎頭成型工藝是選擇專用的彎頭推料機、芯模和加熱設備����,使套在模具上的坯料在推料機的推動下向前移動,并在移動過程中被加熱����、膨脹和彎曲的過程����。熱推彎管的變形***點是根據(jù)塑性變形前后金屬材料體積不變的規(guī)律來確定管坯直徑���。選定的管坯直徑小于彎頭直徑����,管坯的變形過程由芯棒控制����,使內弧處的壓縮金屬流動,補償因擴徑而變薄的其他部位�,從而獲得壁厚均勻的彎頭。
熱推彎頭成型工藝具有外形美觀���、壁厚均勻���、可連續(xù)操作的***點,適合***批量生產��。因此���,它已成為碳鋼和合金鋼彎頭的主要成形方法����,并已應用于一些標準不銹鋼彎頭的成形����。
成型過程中的加熱方式包括中頻或高頻感應加熱(加熱環(huán)可以是多圈或單圈)、火焰加熱和反射爐加熱����,選擇哪種加熱方式取決于成型產品的要求和能量狀態(tài)。





 聯(lián)系廠家
聯(lián)系廠家 銷售熱線
銷售熱線 返回頂部
返回頂部